The Mule rides again (sort of) - pics.
Moderators: The Dark Side of Will, Series8217
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
if all else fails, there's a CASE relearn procedure that resets the agreement spec in the PCM. nice progress!
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
AIUI, the CASE Learn looks at what the physical relationship actually is, but will fail and set a code if the measured reference angle is outside +/-2 degrees from the design reference angle. I have not heard of a process that changes either the window of tolerance or the design reference angle. HPTuners apparently doesn't do that. Obviously if you know what byte it is in the .bin, you can set it with a hex editor, so maybe that's what you're getting at 
I'm looking forward to getting the block clean and shiny, but there's still a big pile of work.
Have to figure out head fastening methods... The '06+ engines use 11x2.0 head bolts, while the studs I have from my prior engine are 11x1.5. LS engines use 11x2.0 studs, but different lengths, so I'd have to order individual studs (if they're available from ARP) for that to work. Cometic gaskets don't compress the way the stock gaskets do, so even if I use stock bolts, the stock torque sequence is shot to hell.
And I need to get the crank micro-polished & balanced... although now that my titanium pins have arrived, I have everything I need for that job.
I'm looking forward to getting the block clean and shiny, but there's still a big pile of work.
Have to figure out head fastening methods... The '06+ engines use 11x2.0 head bolts, while the studs I have from my prior engine are 11x1.5. LS engines use 11x2.0 studs, but different lengths, so I'd have to order individual studs (if they're available from ARP) for that to work. Cometic gaskets don't compress the way the stock gaskets do, so even if I use stock bolts, the stock torque sequence is shot to hell.
And I need to get the crank micro-polished & balanced... although now that my titanium pins have arrived, I have everything I need for that job.
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
The Dark Side of Will wrote: ↑Wed Apr 01, 2020 3:07 pm AIUI, the CASE Learn looks at what the physical relationship actually is, but will fail and set a code if the measured reference angle is outside +/-2 degrees from the design reference angle. I have not heard of a process that changes either the window of tolerance or the design reference angle. HPTuners apparently doesn't do that. Obviously if you know what byte it is in the .bin, you can set it with a hex editor, so maybe that's what you're getting at
I'm looking forward to getting the block clean and shiny, but there's still a big pile of work.
Have to figure out head fastening methods... The '06+ engines use 11x2.0 head bolts, while the studs I have from my prior engine are 11x1.5. LS engines use 11x2.0 studs, but different lengths, so I'd have to order individual studs (if they're available from ARP) for that to work. Cometic gaskets don't compress the way the stock gaskets do, so even if I use stock bolts, the stock torque sequence is shot to hell.
And I need to get the crank micro-polished & balanced... although now that my titanium pins have arrived, I have everything I need for that job.
is the 11x2.0 and update to prevent the threads from pulling? IE: now you don't need timeserts?
On second thought, I think the CASE learn is specific to the crank sensor(s), and doesn't really car about the cam IIRC, from what I remember, it's pretty much only a thing on engines with multiple crank signals (IE 3100/3400, early LSX, early N*, ect)
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
reading through camshaft and crankshaft related codes, it seems to me like you're more likely to throw a P0016
https://www.obd-codes.com/p0016
I'm not sure what the spec for the variance is, or if there's a relearn procedure like the CASE learn.
I just downloaded tunerpro RT (which does OBD2) I'll check to see if there's a parameter for cam sensor angle or something.
Edit:
Looking at a few of the GEN III XDF's I don't see anything that allows it to be changed.
https://www.obd-codes.com/p0016
I'm not sure what the spec for the variance is, or if there's a relearn procedure like the CASE learn.
I just downloaded tunerpro RT (which does OBD2) I'll check to see if there's a parameter for cam sensor angle or something.
Edit:
Looking at a few of the GEN III XDF's I don't see anything that allows it to be changed.
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
The 11x2.0 was to fix the head bolt thread corrosion problem. That problem was probably related to stress corrosion cracking of the smaller features of the 11x1.5 thread. Aluminum is still subject to wear on contact surfaces at high contact pressures that don't bother steel. Studs help a lot with this, but I'll still feel better with inserts. In aerospace apps... EVERY threaded hole into aluminum gets a helicoil.ericjon262 wrote: ↑Wed Apr 01, 2020 3:34 pmThe Dark Side of Will wrote: ↑Wed Apr 01, 2020 3:07 pm AIUI, the CASE Learn looks at what the physical relationship actually is, but will fail and set a code if the measured reference angle is outside +/-2 degrees from the design reference angle. I have not heard of a process that changes either the window of tolerance or the design reference angle. HPTuners apparently doesn't do that. Obviously if you know what byte it is in the .bin, you can set it with a hex editor, so maybe that's what you're getting at
I'm looking forward to getting the block clean and shiny, but there's still a big pile of work.
Have to figure out head fastening methods... The '06+ engines use 11x2.0 head bolts, while the studs I have from my prior engine are 11x1.5. LS engines use 11x2.0 studs, but different lengths, so I'd have to order individual studs (if they're available from ARP) for that to work. Cometic gaskets don't compress the way the stock gaskets do, so even if I use stock bolts, the stock torque sequence is shot to hell.
And I need to get the crank micro-polished & balanced... although now that my titanium pins have arrived, I have everything I need for that job.
is the 11x2.0 and update to prevent the threads from pulling? IE: now you don't need timeserts?
On second thought, I think the CASE learn is specific to the crank sensor(s), and doesn't really car about the cam IIRC, from what I remember, it's pretty much only a thing on engines with multiple crank signals (IE 3100/3400, early LSX, early N*, ect)
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
Here's the modded sprocket... I think I fell into the "machinists work from prints, not instructions" trap again. I think he widened the slot on both sides. However, now that I see it in place, I think I can draw something accurate enough for him to work to... and buy a new sprocket.

Bottom end just before breaking the main bolts loose... The windage trays were not previously galvanized, but everything else looks the same.

So here's the big WTF. This is a basic bitch FWD engine... it's even an LD8 making a thunderous 270 HP. GM built it with a forged crankshaft.
I *thought* that GM developed the forged crank for the supercharged RWD engines because that's the first place I heard about it. After a bit more googling, I find references to rolling out the forged crankshaft across all Northstar production in 2004, along with a few other subtle design changes.

Here's another subtle difference; the case half seal grooves used to go all the way to the RMS bore. The engine needed a dab of RTV to join each case half seal to the RMS. Now they don't I guess that little bit just doesn't leak, even though there's not a seal there.

Bottom end just before breaking the main bolts loose... The windage trays were not previously galvanized, but everything else looks the same.
So here's the big WTF. This is a basic bitch FWD engine... it's even an LD8 making a thunderous 270 HP. GM built it with a forged crankshaft.
I *thought* that GM developed the forged crank for the supercharged RWD engines because that's the first place I heard about it. After a bit more googling, I find references to rolling out the forged crankshaft across all Northstar production in 2004, along with a few other subtle design changes.
Here's another subtle difference; the case half seal grooves used to go all the way to the RMS bore. The engine needed a dab of RTV to join each case half seal to the RMS. Now they don't I guess that little bit just doesn't leak, even though there's not a seal there.
-
pmbrunelle
- Posts: 610
- Joined: Thu May 20, 2010 10:07 pm
- Location: Grand-Mère, QC
Re: The Mule rides again (sort of) - pics.
I read a dude's blog entry about the practice of showing up to the airport hours ahead of the scheduled departure time.
He submitted that being late and missing a flight has a cost (monetary, time, schedule, etc).
However, he also pointed out that showing up excessively early also involves some sort of opportunity cost; you could be doing something better than sitting on a hard bench at the gate.
So there's some overall cost minimum as a function of how early you show up, and he suggested that if you've never missed a flight in your life, you may be away from the cost minimum.
I think that the quality of the information given to machinists can be considered in the same way...
He submitted that being late and missing a flight has a cost (monetary, time, schedule, etc).
However, he also pointed out that showing up excessively early also involves some sort of opportunity cost; you could be doing something better than sitting on a hard bench at the gate.
So there's some overall cost minimum as a function of how early you show up, and he suggested that if you've never missed a flight in your life, you may be away from the cost minimum.
I think that the quality of the information given to machinists can be considered in the same way...
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
it is good to know that the later N* cranks are forged, and use more common off the shelf bolts. it is a real bummer that you found out this way though. hopefully the dealer is willing to take the crank you bought back into inventory. this does set in stone that if I ever consider a N* swap into anything, I'll be looking for a later model.
what's with the holes in the block webbing outboard of the mains? are those the oil drains from the heads?
what's with the holes in the block webbing outboard of the mains? are those the oil drains from the heads?
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
Same prototype guy told me previously "You make me do a lot of math"... So I had to update my dimensioning style a little bit based on his feedback.pmbrunelle wrote: ↑Sun Apr 05, 2020 4:12 pm I read a dude's blog entry about the practice of showing up to the airport hours ahead of the scheduled departure time.
He submitted that being late and missing a flight has a cost (monetary, time, schedule, etc).
However, he also pointed out that showing up excessively early also involves some sort of opportunity cost; you could be doing something better than sitting on a hard bench at the gate.
So there's some overall cost minimum as a function of how early you show up, and he suggested that if you've never missed a flight in your life, you may be away from the cost minimum.
I think that the quality of the information given to machinists can be considered in the same way...
Pretty much every time I thought something was clear verbally, I get something back I didn't expect and have to make a print anyway; the time cost of rework blows away opportunity cost savings from not doing a print for something simple.
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
The holes/slots through the webbing, parallel to the crank axis, are bay-to-bay breathing. They had much sharper corners in older blocks, so it's good to see that GM radiused and smoothed those in the later engines. The holes *IN* the webbing, perpendicular to the crank axis, are indeed drain back.ericjon262 wrote: ↑Mon Apr 06, 2020 2:20 am it is good to know that the later N* cranks are forged, and use more common off the shelf bolts. it is a real bummer that you found out this way though. hopefully the dealer is willing to take the crank you bought back into inventory. this does set in stone that if I ever consider a N* swap into anything, I'll be looking for a later model.
what's with the holes in the block webbing outboard of the mains? are those the oil drains from the heads?
It's too bad the RWD engines are a lot harder to fit in a Fiero owing to the front mounted waterpump. The RWD heads use the same roller valavetrain as the '00+ Northstars, Atlas 4/5/6 family, Ecotecs, High Feature V6, etc. The RWD engines keep the improved intake ports from the '00+ FWD engines, but have dramatically improved exhaust ports and are GREAT for naturally aspirated performance. Having the roller valvetrain, they can use billet 8620 cams instead of needing Proferral 55 cast cams like the earlier heads. The RWD heads also have VVT, which is even removable without much effort.
However, GM changed the oil/water interface through the head gasket for the RWD engines, so putting RWD heads on a FWD block is not straightforward. The RWD heads also have their coolant outlets at the front in the valley. and driving the waterpump at the rear of the engine might be challenging.
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
Since the windage tray bolts down under the main bolts and the oil manifold plate is aluminum without steel bucks cast in place, I need steel washers against which to tighten the main bolts down to measure the main bearing sizes. I ordered some 10mm fender washers from McMaster, so they'll be available next weekend.
I'm thinking about the sequence of operations for those measurements.
I think I want to:
=> Torque up the main bolts withOUT bearings
=> Measure the main bores
=> Bolt the heads on
=> Measure the main bores again to see if I can measure a change
=> Split the crank case
=> Reassemble WITH bearings in place
=> Measure the bearing IDs.
I'm also thinking that once I've taken all the measurements, I'll strip it down, put the lower crank case back on with about 4 bolts, put the front cover & oil pan on, mask the decks, RMS & CKS bores, then glass bead blast the block and have the Cerakote guy spray the exterior surfaces with MC5100.
Of course there are a lot of operations I want to do to the block...
=> Clean it up and coat the exterior (Cerakote guy)
=> Install main bolt and head bolt time serts (Machinist)
=> Port main bay-to-bay breathing windows (Just me and some sandpaper) (Note: order sandpaper strips/tape)
=> Hone the block (ProMar Engines in north Jersey)
Also in tearing the block down, I found that it had been sitting long enough to get bore corrosion like my old block... just in every cylinder. Gotta check that for honability before I do anything else.
I'm thinking about the sequence of operations for those measurements.
I think I want to:
=> Torque up the main bolts withOUT bearings
=> Measure the main bores
=> Bolt the heads on
=> Measure the main bores again to see if I can measure a change
=> Split the crank case
=> Reassemble WITH bearings in place
=> Measure the bearing IDs.
I'm also thinking that once I've taken all the measurements, I'll strip it down, put the lower crank case back on with about 4 bolts, put the front cover & oil pan on, mask the decks, RMS & CKS bores, then glass bead blast the block and have the Cerakote guy spray the exterior surfaces with MC5100.
Of course there are a lot of operations I want to do to the block...
=> Clean it up and coat the exterior (Cerakote guy)
=> Install main bolt and head bolt time serts (Machinist)
=> Port main bay-to-bay breathing windows (Just me and some sandpaper) (Note: order sandpaper strips/tape)
=> Hone the block (ProMar Engines in north Jersey)
Also in tearing the block down, I found that it had been sitting long enough to get bore corrosion like my old block... just in every cylinder. Gotta check that for honability before I do anything else.
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
I'd be willing to bet the only way to dramatically improve the oil drainback from this would be to plumb scavenges for dry sump right into them, that's a nice design, I with my pushrod garbage did this...The Dark Side of Will wrote: ↑Mon Apr 06, 2020 9:22 amThe holes/slots through the webbing, parallel to the crank axis, are bay-to-bay breathing. They had much sharper corners in older blocks, so it's good to see that GM radiused and smoothed those in the later engines. The holes *IN* the webbing, perpendicular to the crank axis, are indeed drain back.ericjon262 wrote: ↑Mon Apr 06, 2020 2:20 am what's with the holes in the block webbing outboard of the mains? are those the oil drains from the heads?
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
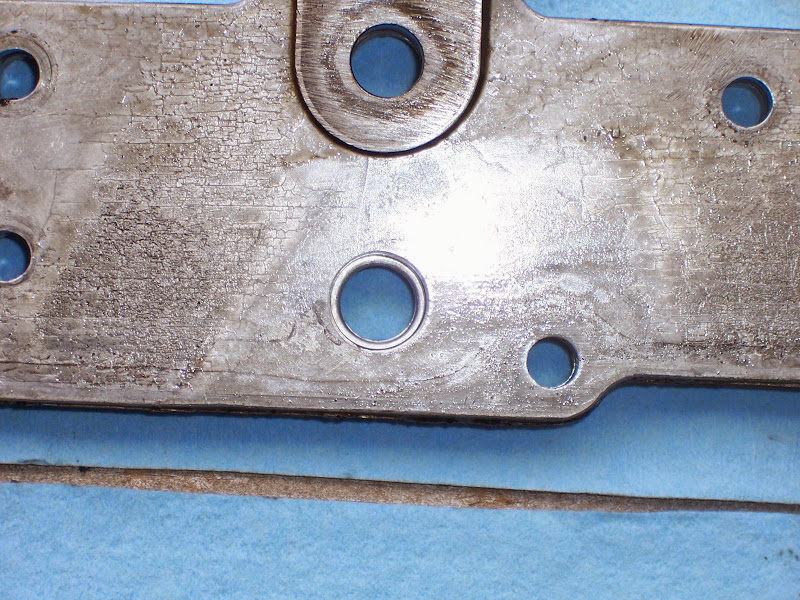
The drainbacks are cored in the block, then drilled. They taper slightly from the deck surface down the outer walls of the block. They're drilled from the lower crankcase deck surface to intersect the cored holes. I actually slipped narrow strips of sandpaper all the way through and sawed them around to "port" away the sharp corners this process leaves.
The holes in the lower crank case taper as well, so at the bottom they end up significantly smaller than the drilled holes in the block. Those are pretty easy to drill out straight. A couple of the holes in the manifold plate then do not index well with the holes in the lower crank case and can be moved a bit in the process of opening them up in order to register better.
This one doesn't move much, but demonstrates how much they can be opened up.
The holes in the lower crank case taper as well, so at the bottom they end up significantly smaller than the drilled holes in the block. Those are pretty easy to drill out straight. A couple of the holes in the manifold plate then do not index well with the holes in the lower crank case and can be moved a bit in the process of opening them up in order to register better.
This one doesn't move much, but demonstrates how much they can be opened up.
The drainback systems reminds me of the S62... The DME gets body lateral acceleration off the CANBus, then operates flow control solenoids so that the oil pump doesn't pull from the "uphill" drain backs in order to avoid sucking air.The Dark Side of Will wrote: ↑Fri Jul 25, 2014 1:21 pm
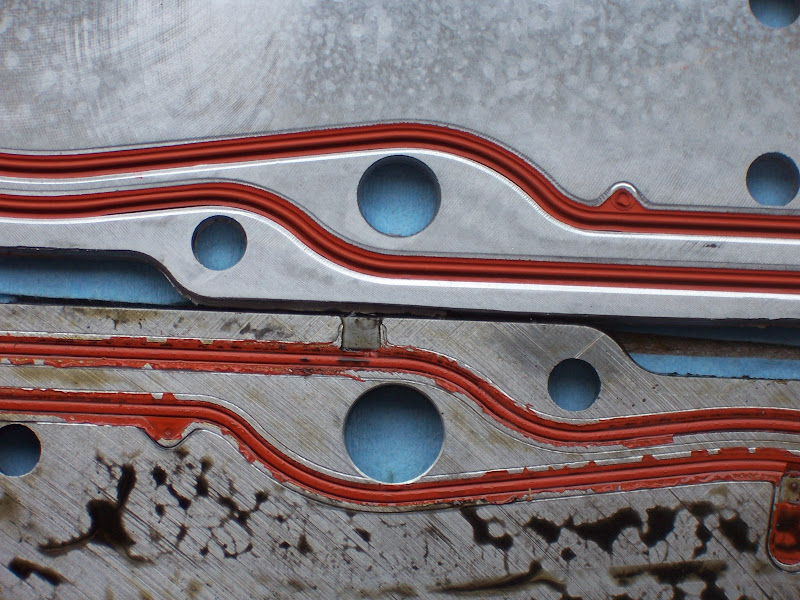
The biggest mod I made to the old one; this is an oil drain back hole. These holes are cored in the lower crank case, so they taper, small end at the bottom. They can be drilled out (one had to be located on a mill, though), but then the holes in the manifold plate need to be opened up also:
Here's why it's ticklish:
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
Going to be a bit before I can use the flywheel, so I had it Cerakoted to keep it from rusting and to be able to show it off along the way.

I didn't get a lot done on the Northstar this weekend.
I scraped the anaerobic gasket goo residue off the block and lower crank case.
However, I did fix something that had always been kind of annoying as I work on these engines.
GM doesn't de-burr shit inside a Northstar. They can apparently get away with that as their parts cleaning process is wired tight and their factory is clean enough that they don't have to worry about it... just bolt it together and go.
However, if you are doing a hand build and you handle the major castings a good bit, you wash up at the end of the day and experience the sting of 46 little cuts, scrapes, nicks & minor contusions all over each hand.
On a less wimpy note, the actual engine building reason this is bad is that when you try to clean the engine block lower surface, the lower crank case surfaces or the block or head decks in preparation for assembly, all the burrs just shred whatever kind of wipe/shop towel you're using and capture a lot of lint that you then have to pick out/off before closing up the engine.
So I grabbed a Shaviv tool and a 120 degree countersink and got to work on the bottom of the block and the upper and lower surfaces of the lower crankcase. I countersunk EVERY round hole and any more or less round feature that the countersink would fit against. Then I Shaviv'd EVERY edge on each surface that I didn't already get with the countersink. The only corners I didn't touch were the corners of the main bores where the case halves meet... I didn't want a small chamfer there to compromise the bearing tang's ability to resist rotation. GM had already (just barely) adequately de-burred those edges anyway. Then I bolted the bottom end together using some washers in place of the windage tray. I ran out of time and didn't get to measure the main bores. Next weekend I'll measure the main bores, then bolt up the heads and measure the main bores again to see how they shift, then install the main bearings to get my main bearing measurements. I also need to measure the second forged crank and the titanium piston pins. Of course along with bolting up the heads, I'll de-burr the block decks just like the interfaces I worked on this weekend.
Payoff for all this effort was immediate, as I was able to wipe down and clean the bottom of the block and the top of the lower crankcase, followed by putting the lower crank case in place and cleaning the bottom of it in prep for installing the oil manifold plate... all with the same towel that didn't have any tears or slashes or shred marks in it when I was done... none. Burr-based lint problem: fixed. And the pieces are SOOOOO much easier to handle.
You can see the chamfer I the Shaviv tool made on the front edge of the lower crankcase in this photo.

And here's one of the Coleman hats Cerakoted bolted up to the Wilwood rotor Cerakoted. Bling.

I didn't get a lot done on the Northstar this weekend.
I scraped the anaerobic gasket goo residue off the block and lower crank case.
However, I did fix something that had always been kind of annoying as I work on these engines.
GM doesn't de-burr shit inside a Northstar. They can apparently get away with that as their parts cleaning process is wired tight and their factory is clean enough that they don't have to worry about it... just bolt it together and go.
However, if you are doing a hand build and you handle the major castings a good bit, you wash up at the end of the day and experience the sting of 46 little cuts, scrapes, nicks & minor contusions all over each hand.
On a less wimpy note, the actual engine building reason this is bad is that when you try to clean the engine block lower surface, the lower crank case surfaces or the block or head decks in preparation for assembly, all the burrs just shred whatever kind of wipe/shop towel you're using and capture a lot of lint that you then have to pick out/off before closing up the engine.
So I grabbed a Shaviv tool and a 120 degree countersink and got to work on the bottom of the block and the upper and lower surfaces of the lower crankcase. I countersunk EVERY round hole and any more or less round feature that the countersink would fit against. Then I Shaviv'd EVERY edge on each surface that I didn't already get with the countersink. The only corners I didn't touch were the corners of the main bores where the case halves meet... I didn't want a small chamfer there to compromise the bearing tang's ability to resist rotation. GM had already (just barely) adequately de-burred those edges anyway. Then I bolted the bottom end together using some washers in place of the windage tray. I ran out of time and didn't get to measure the main bores. Next weekend I'll measure the main bores, then bolt up the heads and measure the main bores again to see how they shift, then install the main bearings to get my main bearing measurements. I also need to measure the second forged crank and the titanium piston pins. Of course along with bolting up the heads, I'll de-burr the block decks just like the interfaces I worked on this weekend.
Payoff for all this effort was immediate, as I was able to wipe down and clean the bottom of the block and the top of the lower crankcase, followed by putting the lower crank case in place and cleaning the bottom of it in prep for installing the oil manifold plate... all with the same towel that didn't have any tears or slashes or shred marks in it when I was done... none. Burr-based lint problem: fixed. And the pieces are SOOOOO much easier to handle.
You can see the chamfer I the Shaviv tool made on the front edge of the lower crankcase in this photo.
And here's one of the Coleman hats Cerakoted bolted up to the Wilwood rotor Cerakoted. Bling.
-
pmbrunelle
- Posts: 610
- Joined: Thu May 20, 2010 10:07 pm
- Location: Grand-Mère, QC
Re: The Mule rides again (sort of) - pics.
The threaded holes for the pressure plate look black; it's OK for the Cerakote to go there?
Our operators wear gloves (kind of like thin mechanic gloves), so the sharp edge created where a machined surface meets an as-cast surface doesn't end up being too much of a handling issue.
Another difference between production and a home build is that the engine may collect dust for hours on the shop floor, not months or years as in a home build.
Our operators wear gloves (kind of like thin mechanic gloves), so the sharp edge created where a machined surface meets an as-cast surface doesn't end up being too much of a handling issue.
Another difference between production and a home build is that the engine may collect dust for hours on the shop floor, not months or years as in a home build.
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
The threaded holes in the brake rotor were coated. The socket caps were mostly fine... a couple were a smidge stiff. Both are 5/16 thread... the rotors are -24 and the flywheel -18.
-
pmbrunelle
- Posts: 610
- Joined: Thu May 20, 2010 10:07 pm
- Location: Grand-Mère, QC
Re: The Mule rides again (sort of) - pics.
I was thinking in terms of the Cerakote creeping under pressure, and thus allowing the bolt to relax and loosen.
Does one have to be concerned about that with Cerakote?
Does one have to be concerned about that with Cerakote?
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
FWIW, a google search with no verification says cerakote is applied to a thickness of .001" if it were to creep, I'm not sure how much effect it would generate on bolt tension without doing math, but I'd think it would be OK.pmbrunelle wrote: ↑Mon Apr 13, 2020 3:42 pm I was thinking in terms of the Cerakote creeping under pressure, and thus allowing the bolt to relax and loosen.
Does one have to be concerned about that with Cerakote?
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."
-
The Dark Side of Will
- Peer Mediator
- Posts: 15637
- Joined: Wed Nov 24, 2004 11:13 pm
- Location: In the darkness, where fear and knowing are one
- Contact:
Re: The Mule rides again (sort of) - pics.
I guess I'll find out? It's fairly hard; I don't think it creeps. I asked about tightening bolts down on it and the gun shop guy said they tighten screws against the coating and it doesn't scrape away. I didn't dig deeper than that in terms of what size screws, how tight, whether washers were used, etc.pmbrunelle wrote: ↑Mon Apr 13, 2020 3:42 pm I was thinking in terms of the Cerakote creeping under pressure, and thus allowing the bolt to relax and loosen.
Does one have to be concerned about that with Cerakote?
That could be a legit concern with regard to the flywheel, but when the time comes I'll play with it. I'll probably do a couple of torque cycles on the bolts to check out the coating before I do the final install with blue Loctite on the threads and ARP moly under the heads. ARPs bolts come with a coating... I'm not sure if it's a thick black oxide or epoxy; they don't seem to be worried about it.
-
ericjon262
- Posts: 2848
- Joined: Mon May 24, 2010 5:34 pm
- Location: Aiken, SC
Re: The Mule rides again (sort of) - pics.
Fwiw, they provide some very basic testing data on their website. I don't think creep will be a problem.
https://www.cerakote.com/resources/testing
https://www.cerakote.com/resources/testing
"I am not what you so glibly call to be a civilized man. I have broken with society for reasons which I alone am able to appreciate. I am therefore not subject to it's stupid laws, and I ask you to never allude to them in my presence again."